
文字的描绘可能无法完全捕捉20#气缸套筒绗磨管货源充足产品的精髓,观看视频,让产品自己向您诉说它的故事。
以下是:20#气缸套筒绗磨管货源充足的图文介绍
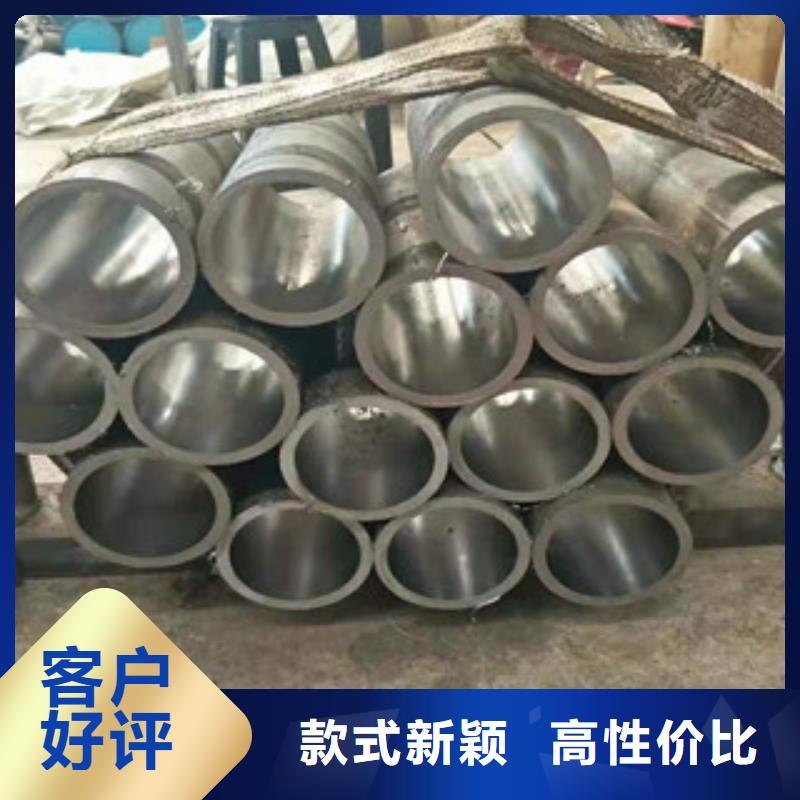
一般采用珩磨工艺获得的一种钢管称之为珩磨管。在珩磨管的珩磨加工中,使用珩磨工具是比较普遍的,其中比较常用的一种就是珩磨齿轮。
珩磨齿轮是由基体加上磨料来构成的。使用它进行珩磨,主要是为了清理材料表面的杂质及毛刺等,从而来提高表面光洁度。不过,我们在使用这一种珩磨工具时,也是需要注意以下几点:
1、对于设备的行程应不超过珩磨时的宽度范围,否则的话,那么就有可能会严重损坏珩磨齿轮。
2、在珩磨量的控制上,应将其数值控制在合理的范围内。而且对于珩磨时间的控制,也是同样要求,建议是两分钟左右。
3、珩磨齿轮的材质,由于比较脆,所以是严禁敲打的,以免使其损坏而不能使用了。
关于如何提高珩磨管表面的光洁度这个问题,想要达到目标其实不难,因为可以从珩磨工艺上入手,进而来实现。进一步将,选择适合的珩磨油石,并控制好粗糙度,使其在正常允许范围内,那么就能达到上述要求了。
1、脱落切削阶段,这种定压绗磨,开始时由于孔壁粗糙,油石与孔壁接触面积很小,接触压力大,孔壁的凸出部分很快被磨去。而油石表面因接触压力大,加上切屑对油石粘结剂的磨耗,使磨粒与粘结剂的结合强度下降,因而有的磨粒在切削压力的作用下自行脱落,油石面即露出新磨粒,此即油石自锐。
2、破碎切削阶段,随着绗磨的进行,孔表面越来越光 ,与油石接触面积越来越大,单位面积的接触压力下降,切削效率下降。同时切下的切屑小而细,这些切屑对粘结剂的磨耗也很小。因此,油石磨粒脱落很少,此时磨削不是靠新磨粒,而是由磨粒 切削。因而磨粒 负荷很大,磨粒易破裂、崩碎而形成新的切削刃。
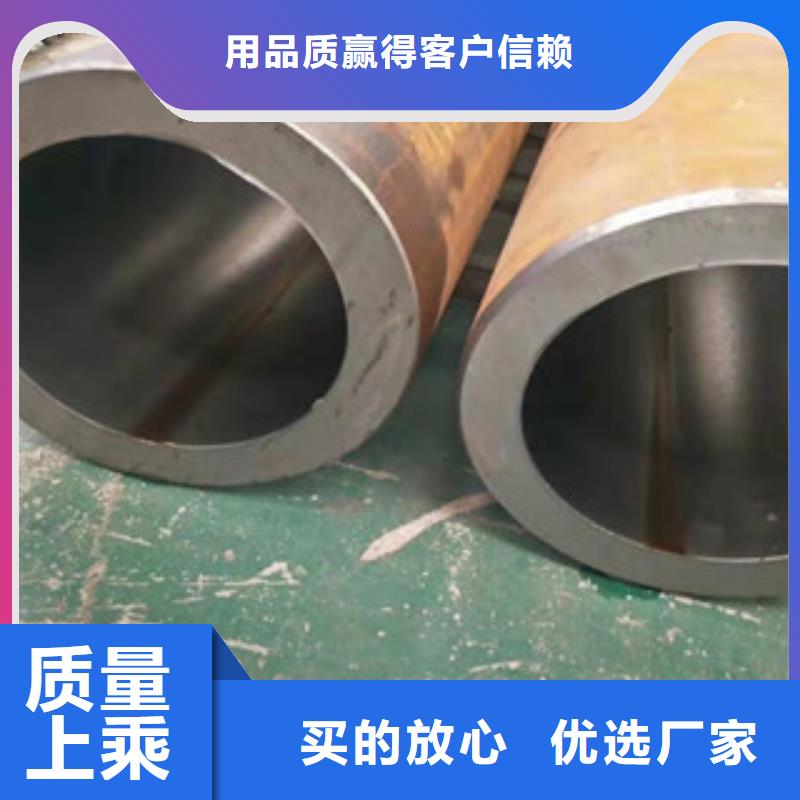
大口径厚壁绗磨管
珩磨齿轮是由基体加上磨料来构成的。使用它进行珩磨,主要是为了清理材料表面的杂质及毛刺等,从而来提高表面光洁度。不过,我们在使用这一种珩磨工具时,也是需要注意以下几点:
1、对于设备的行程应不超过珩磨时的宽度范围,否则的话,那么就有可能会严重损坏珩磨齿轮。
2、在珩磨量的控制上,应将其数值控制在合理的范围内。而且对于珩磨时间的控制,也是同样要求,建议是两分钟左右。
3、珩磨齿轮的材质,由于比较脆,所以是严禁敲打的,以免使其损坏而不能使用了。
关于如何提高珩磨管表面的光洁度这个问题,想要达到目标其实不难,因为可以从珩磨工艺上入手,进而来实现。进一步将,选择适合的珩磨油石,并控制好粗糙度,使其在正常允许范围内,那么就能达到上述要求了。
1、脱落切削阶段,这种定压绗磨,开始时由于孔壁粗糙,油石与孔壁接触面积很小,接触压力大,孔壁的凸出部分很快被磨去。而油石表面因接触压力大,加上切屑对油石粘结剂的磨耗,使磨粒与粘结剂的结合强度下降,因而有的磨粒在切削压力的作用下自行脱落,油石面即露出新磨粒,此即油石自锐。
2、破碎切削阶段,随着绗磨的进行,孔表面越来越光 ,与油石接触面积越来越大,单位面积的接触压力下降,切削效率下降。同时切下的切屑小而细,这些切屑对粘结剂的磨耗也很小。因此,油石磨粒脱落很少,此时磨削不是靠新磨粒,而是由磨粒 切削。因而磨粒 负荷很大,磨粒易破裂、崩碎而形成新的切削刃。
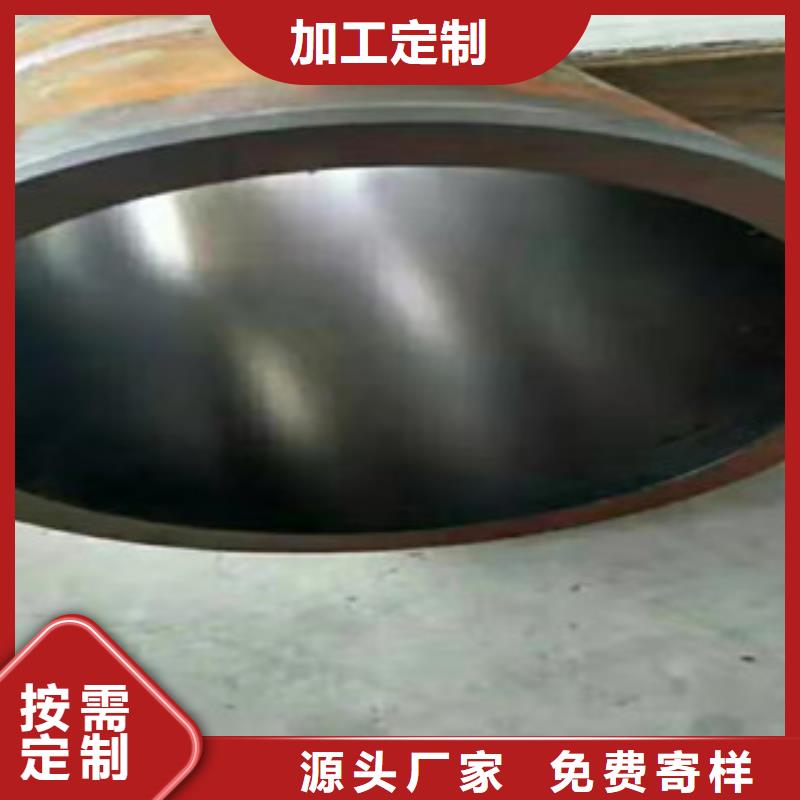
大口径厚壁绗磨管



镗光无缝钢管(珩磨管)型号分为:20#绗磨管,45#绗磨管,20号绗磨管,45号绗磨管山东顺泽金属制品有限公司的滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。 无论用何种加工方法加工,在零件表面总会留下细的凸凹不平的刀痕,出现交错起伏的峰谷现象, 滚压加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。



营口新策钢管有限公司携全体员工,一心为客户生产出质量优异、价格合理的高品质 大口径厚壁无缝钢管产品。以不断创新发展,高于客户要求为出发点,除了在硬件实力上下功夫外,努力提升自己的软件水平(在销售流程、配送发货方面)确保客户得到的 大口径厚壁无缝钢管产品是;质优、价廉;,以较低的成本,取得z u i好的质量。欢迎新老客户与我们联系。
